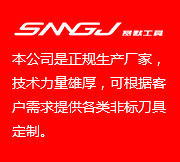
玉米銑(xian)刀:也稱為棱齒銑刀或者鑼刀及波蘿紋銑刀,一般適用加工合������成石、電木、環氧板、波纖板等絕緣材料。產品原料采用硬質合金棒材和鎢鋼棒材,具有高硬度,高耐磨性,高強度,抗彎曲,抗折損,刀具壽命長。 ①使(shi)用超(chao)細晶粒硬質合金(jin)材料,具有良好的銑、削性能,保(bao)證工作������高效率; ②有足夠的(de)抗(kang)彎(wan)強(qiang)度和耐磨(mo)性; ③銑槽(cao)、孔及(ji)板(ban)邊(bian)、表面潔凈、整齊、無毛刺。 玉(yu)米銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)與(yu)普(pu)通(tong)整體(ti)高(gao)速鋼立(li)銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)或焊接合金(jin)立(li)銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)不(bu)(bu)同(tong),是一(yi)種在圓(yuan)柱(zhu)形刀(dao)(dao)(dao)(dao)體(ti)上安裝硬質合金(jin)可(ke)轉位刀(dao)(dao)(dao)(dao)片的(de)銑(xian)(xian)(xian)(xian)(xian)削刀(dao)(dao)(dao)(dao)具(ju)。銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)通(tong)常(chang)直接帶有與(yu)機床聯接的(de)錐柄(bing),錐柄(bing)形式根據機床接口標準(zhun)而定(ding),一(yi)般有采用(yong)機械(xie)手(shou)換刀(dao)(dao)(dao)(dao)的(de) BT 柄(bing)、JT 柄(bing)及手(shou)動換刀(dao)(dao)(dao)(dao)的(de)ST 柄(bing)等(deng)。銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)的(de)刀(dao)(dao)(dao)(dao)片沿刀(dao)(dao)(dao)(dao)體(ti)軸向排列成(cheng)螺(luo)旋狀,形成(cheng)較長的(de)側切削刃,一(yi)排切削刃通(tong)常(chang)用(yong)一(yi)個螺(luo)旋形主(zhu)排屑槽(cao),數(shu)量根據刀(dao)(dao)(dao)(dao)具(ju)規格(ge)不(bu)(bu)同(tong)而不������(bu)(bu)同(tong),通(tong)常(chang)為(wei)(wei)4 ~8,所以該類銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)也稱(cheng)為(wei)(wei)螺(luo)旋立(li)銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)。該類銑(xian)(xian)(xian)(xian)(xian)刀(dao)(dao)(dao)(dao)在機械(xie)加工中主(zhu)要用(yong)于(yu)粗銑(xian)(xian)(xian)(xian)(xian)去余量加工,應用(yong)場(chang)所非(fei)常(chang)廣泛,可(ke)用(yong)于(yu)小平面、臺階側面及底面、溝槽(cao)等(deng)的(de)銑(xian)(xian)(xian)(xian)(xian)削加工,使用(yong)靈活方便(bian),具(ju)有較高(gao)的(de)加工效(xiao)率(lv)。 ����� &nb�����sp; 1. 幾種(zhong)常見玉米銑刀(dao)結構 國(guo)內外常見的結構(gou)從(cong)刀片在(zai)刀體上的的安(an)裝(zhuang)形式分類,可(ke)分為(wei)平裝(zhuang)結構(gou)和立(li)裝(zhuang)結構(gou)兩種(zhong),這兩種(zhong)結構(gou)均多采(cai)用(yong)一(yi)個螺釘壓緊刀片的形式,刀片轉位及更換方便,其(qi)中,立(li)裝(zhuang)結構(gou)銑刀由于可(ke)承受較大的切削沖擊,更適宜鑄造毛(mao)坯件等(deng)大加工余(yu)量的場(chang)合(he)應(ying)用������(y�������ong)。 按刀(dao)(dao)(dao)片的(de)排(pai)列(lie)方式及(ji)數量主(zhu)要分(fen)為如圖(tu) 1 所(suo)(suo)示(shi)的(de)兩種形式。圖(tu) 1a 所(suo)(suo)示(shi)的(de)的(de)刀(dao)(dao)(dao)片間隔排(pai)列(lie),即兩排(pai)切削齒組(zu)成(cheng)一(yi)個(ge)完(wan)整有(you)效的(de)切削刃(ren); 圖(tu) 1b 所(suo)(suo)示(shi)的(de)的(de)刀(dao)(dao)(dao)片并列(lie)排(pai)布,即一(yi)排(pai)切削齒就是(shi)一(yi)個(ge)完(wan)整有(you)效的(de)切削刃(ren)。在同等(deng)規(gui)格(ge)的(de)情(qing)況下�����,圖(tu) 1b 所(suo)(suo)示(shi)的(de)銑(xian)刀(dao)(dao)(dao)有(you)效切削刃(ren)是(shi)圖(tu) 1a 所(suo)(suo)示(shi)的(de)銑(xian)刀(dao)(dao)(dao)有(you)效切削刃(ren)的(de)2 倍,切削效率(lv)也隨之增加。這(zhe)兩種銑(xian)刀(dao)(dao)(dao)均為立裝(zhuang)結構(gou),裝(zhuang)有(you)帶(dai)(dai)前角的(de)精磨刀(dao)(dao)(dao)片。平裝(zhuang)��������結構(gou)的(de)多采(cai)用圖(tu) 1b 所(suo)(suo)示(shi)的(de)形式,且刀(dao)(dao)(dao)片多為帶(dai)(dai)螺旋刃(ren)形式的(de)。 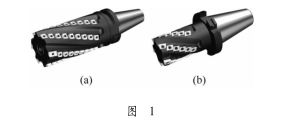
在使(shi)(shi)(shi)用過程(cheng)中工作強度比較(jiao)大的(de)(de)(de)(de)部位(wei)(wei)通常(chang)是(shi)銑(xian)刀(d��������ao)的(de)(de)(de)(de)端(duan)(duan)(duan)部,端(duan)(duan)(duan)齒(chi)(chi)容易發生破損,有(you)(you)(you)時會(hui)導致刀(dao)片的(de)(de)(de)(de)定位(wei)(wei)槽被破壞(huai),造成(cheng)(cheng)整個銑(xian)刀(dao)無法正常(chang)使(shi)(shi)(shi)用,因(yin)此,常(chang)將端(duan)(duan)(duan)齒(chi)(chi)部位(wei)(wei)設計成(cheng)(cheng)可(ke)(ke)換端(duan)(duan)(duan)頭形式(shi),頭部損壞(huai)后直接(jie)更換即可(ke)�����(ke),不(bu)影響(xiang)銑(xian)刀(dao)主體的(de)(de)(de)(de)正常(chang)使(shi)(shi)(shi)用,可(ke)(ke)以節約使(shi)(shi)(shi)用成(cheng)(cheng)本。如圖(tu)(tu)2 所(suo)(suo)(suo)示(shi)(shi)為(wei)兩種不(bu)同形式(shi)的(de)(de)(de)(de)可(ke)(ke)換端(duan)(duan)(duan)頭,應用在如圖(tu)(tu) 1a 所(suo)(suo)(suo)示(shi)(shi)的(de)(de)(de)(de)銑(xian)刀(dao)上(shang),用一個鎖緊螺(luo)釘,通過可(ke)(ke)換端(duan)(duan)(duan)頭中間的(de)(de)(de)(de)定位(wei)(wei)孔從(cong)銑(xian)刀(dao)的(de)(de)(de)(de)前端(duan)(duan)(duan)進(jin)行安裝定位(wei)(wei)。圖(tu)(tu) 2a 所(suo)(suo)(suo)示(shi)(shi)圓周(zhou)端(duan)(duan)(duan)齒(chi)(chi)的(de)(de)(de)(de)有(you)(you)(you)效(xiao)(xiao)齒(chi)(chi)數(shu)(shu)與圓周(zhou)齒(chi)(chi)的(de)(de)(de)(de)有(you)(you)(you)效(xiao)(xiao)齒(chi)(chi)數(shu)(shu)相同; 圖(tu)(tu) 2b 所(suo)(suo)(suo)示(shi)(shi)圓周(zhou)端(duan)(duan)(duan)齒(chi)(chi)的(de)(de)(de)(de)有(you)(you)(you)效(xiao)(xiao)齒(chi)(chi)數(shu)(shu)是(shi)圓周(zhou)齒(chi)(chi)有(you)(you)(you)效(xiao)(xiao)齒(chi)(chi)數(shu)(shu)的(de)(de)(de)(de) 2 倍,分(fen)別適用于(yu)不(bu)同的(de)(de)(de)(de)場合。 如圖(tu) 3 所示(shi)的(de)一(yi)(yi)種(zhong)(zhong)的(de)刀(dao)(dao)齒(chi)(chi)(chi)排(pai)布形(xing)式(shi)與圖(tu) 1a 所示(shi)的(de)銑刀(dao)(dao)基本相同,但它的(de)一(yi)(yi)個刀(dao)(dao)體可(ke)(ke)以更換四種(zhong)(zhong)不同形(xing)式(������shi)的(de)可(ke)(ke)換端(duan)(duan)(duan)(duan)頭(tou),成為四種(zhong)(zhong)不同的(de)銑刀(dao)(dao)。可(ke)(ke)換端(duan)(duan)(duan)(duan)頭(tou)的(de)形(xing)式(shi)如圖(tu) 4a、4b、4c、4d 所示(shi)。可(ke)(ke)換端(duan)(duan)(duan)(duan)頭(tou)的(de)安裝是(shi)利用一(yi)(yi)個拉緊(jin)螺釘,從銑刀(dao)(dao)的(de)后端(duan)(duan)(duan)(duan)通(tong)孔將可(ke)(ke)換端(duan)(duan)(duan)(duan)頭(tou)拉緊(jin)定位。圖(tu) 4a 所示(shi)圓(yuan)周端(duan)(duan)(duan)(duan)齒(chi)(chi)(chi)的(de)有(you)效(xiao)齒(chi)(chi)(chi)數與圓(yuan)周齒(chi)(chi)(chi)的(de)有(you)效(xiao)齒(chi)(chi)(chi)數相同; 圖(tu) 4b 所示(shi)圓(yuan)周端(duan)(duan)(duan)(duan)齒(chi)(chi)(chi)的(de)有(you)效(xiao)齒(chi)(chi)(chi)數是(shi)圓(yuan)周齒(chi)(chi)(chi)有(you)效(xiao)齒(chi)(chi)(chi)數的(de) 2 倍; 圖(tu) 4c 在圖(tu) 4a 的(de)基礎(chu)上增(zeng)加(jia)了頂齒(chi)(chi)(chi),且(qie)其中一(yi)(yi)齒(chi)������(chi)(chi)刀(dao)(dao)尖過中心(xin); 圖(tu) 4d所示(shi)刀(dao)(dao)齒(chi)(chi)(chi)為圓(yuan)弧刃(ren),形(xing)成球頭(tou)形(xing)式(shi)。這四種(zhong)(zhong)可(ke)(ke)換端(duan)(duan)(duan)(duan)頭(tou)分別根據(ju)不同的(de)場(chang)合(he)進行選用。 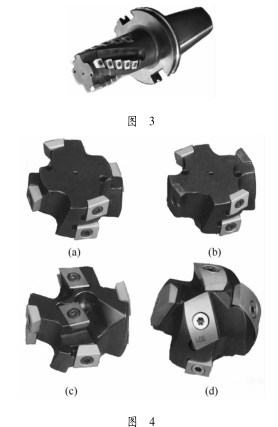
2. 的合理選用 圖1a 所示銑刀(dao)的(de)圓周端齒(chi)刀(dao)片(pian)(pian)均為兩(liang)個�������(ge)(ge)切削(xue)刃(ren)(ren),可轉(zhuan)(zhuan)位(wei)(wei)(wei)兩(liang)次,側齒(chi)刀(dao)片(pian)(pian)為四(si)個(ge)(ge)切削(xue)刃(ren)(ren),可轉(zhuan)(zhuan)位(wei)(wei)(wei)四(si)次;圖 1b 所示銑刀(dao)的(de)圓周端齒(chi)刀(dao)片(pian)(pian)為一個(ge)(ge)切削(xue)刃(ren)(ren),不可轉(zhuan)(zhuan)位(wei)(wei)(wei),側齒(chi)刀(dao)片(pian)(pian)為兩(liang)個(ge)(ge)切削(xue)刃(ren)(ren),可轉(zhuan)(zhuan)位(wei)(wei)(wei)兩(liang)次,相對來講(jiang),前(qian)者(zhe)的(de)經濟性更好一些。但一般(ban)后(hou)者(zhe)較前(qian)者(zhe)有效(xiao)切削(xue)刃(ren)(ren)增加 1 倍(bei)多,因此進給量可增加 2 ~ 2. 5倍(bei),在(zai)機����床功率(lv)滿足(zu)的(de)條件下,具有更高(gao)的(de)切削(xue)效(xiao)率(lv)。 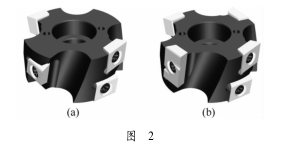 ���� &n����bsp;圖(tu) 2 中可換端頭(tou)安裝(zhuang)在(zai)銑刀刀體上(shang)形成(cheng)的銑刀 適用于(yu)不(bu)(bu)同(tong)場所(suo)。圖�������(tu) 2a 所(suo)示的(de)(de)(de)可(ke)換端(duan)頭(tou)(tou)適用于(yu)銑(xian)(xian)(xian)(xian)削(xue)(xue)立面及前(qian)端(duan)面銑(xian)(xian)(xian)(xian)削(xue)(xue)量(liang)不(bu)(bu)大(da)的(de)(de)(de)臺階面; 圖(tu) 2b 所(suo)示的(de)(de)(de)可(ke)換端(duan)頭(tou)(tou)端(duan)面有效切(qie������)削(xue)(xue)齒較前(qian)者增(zeng)加(jia) 1 倍,適用于(yu)銑(xian)(xian)(xian)(xian)削(xue)(xue)前(qian)端(duan)銑(xian)(xian)(xian)(xian)削(xue)(xue)量(liang)較大(da)的(de)(de)(de)臺階面。這兩(liang)種結構的(de)(de)(de)可(ke)換端(duan)頭(tou)(tou)安(an)(an)裝時是從銑(xian)(xian)(xian)(xian)刀前(qian)端(duan)安(an)(an)裝,所(suo)以當(dang)可(ke)換端(duan)頭(tou)(tou)損(sun)壞時,更(geng)換可(ke)換端(duan)頭(tou)(tou)不(bu)(bu)需將銑(xian)(xian)(xian)(xian)刀從機(ji)床(chuang)上(shang)卸下即可(ke)完成,更(geng)換快速、方(fang)便。 圖 4 所示用(yong)于圖 3 中的(de)(de)可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)(tou)中的(de)(de)a、b 分別與圖 2 對(dui)應的(de)(de)可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)(tou)所適用(yong)的(de)(de)場(chang)合相同;c 可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)�������(tou)安(an)裝在(zai)(zai)刀(dao)體(ti)上(shang)(shang)形成孔(kong)槽(cao)立(li)(li)銑刀(dao),可(ke)(ke)以同時進(jin)行徑向進(jin)給(gei)和(he)軸向進(jin)給(gei),適合于進(jin)行封閉鍵槽(cao)等型腔的(de)(de)銑削; d 可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)(tou)安(an)裝在(zai)(zai)刀(dao)體(ti)上(shang)(shang)形成球頭(tou)(tou)(tou)立(li)(li)銑刀(dao),適用(yong)于在(zai)(zai)數(shu)控機床(chuang)(chuang)及(ji)仿形銑床(chuang)(chuang)上(shang)(shang)進(jin)行凹腔、內(nei)外(wai)輪廓(kuo)及(ji)圓弧(hu)形溝槽(cao)的(de)(de)銑削。由(you)此可(ke)(ke)見(jian),該銑刀(dao)通用(yong)性更(geng)好,使用(yong)更(geng)加靈活,刀(dao)具成本(ben)也隨之降低。但(dan)這種銑刀(dao)的(de)(de)可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)(tou)的(de)(de)安(an)裝需(xu)(xu)從刀(dao)體(ti)后部進(jin)行,所以更(geng)換(huan)可(ke)(ke)換(huan)端(duan)(duan)頭(tou)(tou)(tou)時需(xu)(xu)將銑刀(dao)從機床(chuang)(chuang)上(shang)(shang)卸下(xia)安(an)裝。 上述幾種銑刀(dao)均可(ke)以(yi)通過更(geng)換不同材質的(de)(de)刀(dao)片實現鋼(gang)、鑄(zhu)(zhu)鋼(gang)、鑄(zhu)(zhu)鐵等材料的(de)(de)加(jia)(jia)工(gong)(gong)(gong)。在(zai)刀(dao)片不涂層的(de)(de)情況(ku���ang)下,加(jia)(jia)工(gong)(gong)(gong)一般(ban)鋼(gang)類工(gong)(gong)(gong)件時(shi)銑削線速(su)(su)度一般(ban)采用 100 ~ 150m/min,每(mei)齒進(jin)給量(liang) 0. 1 ~ 0. 3mm/z; 加(jia)(jia)工(gong)(gong)(gong)一般(ban)鑄(zhu)(zhu)鐵類工(gong)(gong)(gong)件時(shi)銑削線速(su)(su)度一般(ban)采用 60 ~100m/min,每(mei)齒進(jin)給刀(dao)量(liang) 0. 1 ~ 0. 3mm/z,涂層刀(dao)片切(qie)削參數(shu)可(ke)進(jin)一步提(ti)高(gao),具體視加(jia)(jia)工(gong)(gong)(gong)工(gong)(gong)(gong)況(kuang)而定。比(bi)如,當銑削深度大(da)于銑刀(dao)直徑或系統(tong)剛性較差的(de)(de)情況(kuang),可(ke)適當提(ti)高(gao)銑削速(su)(su)度、降(jiang)低走�������(zou)刀(dao)量(liang)。 與(yu)普(pu)通整體高速(su)鋼立(li)銑(xian)(xian)(xian)刀(dao)(dao)或焊接合金立(li)銑(xian)(xian)(xian)刀(dao)(dao)不同,是一種在圓柱形(xing)刀(dao)(dao)體上安裝硬質合金可(ke)轉(zhuan)位刀(dao)(dao)片的(de)銑(xian)(xian)(xia�����n)削(xue)刀(dao)(dao)具(ju)。銑(xian)(xian)(xian)刀(dao)(dao)通常直(zhi)接帶有(you)與(yu)機(ji)(ji)床聯接的(de)錐(zhui)柄(bing),錐(zhui)柄(bing)形(xing)式根據機(ji)(ji)床接口標準而(er)(er)定,一般有(you)采用(yong)(yong)機(ji)(ji)械(xie)手換(huan)刀(dao)(dao)的(de) BT 柄(bing)、JT 柄(bing)及手動換(huan)刀(dao)(dao)的(de)ST 柄(bing)等(deng)。銑(xian)(xian)(xian)刀(dao)(dao)的(de)刀(dao)(dao)片沿刀(dao)(dao)體軸向排列(lie)成螺旋(xuan)狀,形(xing)成較長(chang)的(de)側切(qie)削(xue)刃(ren),一排切(qie)削(xue)刃(ren)通常用(yong)(yong)一個(ge)螺旋(xuan)形(xing)主排屑槽,數(shu)量(liang)根據刀(dao)(dao)具(ju)規格不同而(er)(er)不同,通常為4 ~8,所以(yi)該類銑(xian)(xian)(xian)刀(dao)(dao)也(ye)稱為螺旋(xuan)立(li)銑(xian)(xian)(xian)刀(dao)(dao)。該類銑(xian)(xian)(xian)刀(dao)(dao)在機(ji)(ji)械(xie)加(jia)工(gong)(gong)中主要用(yong)(yong)于(yu)粗銑(xian)(xian)(xian)去(qu)余量(liang)加(jia)工(gong)(gong),應用(yong)(yong)場所非常廣(guang)泛,可(ke)用(yong)(yong)于(yu)小平面、臺階側面及底面、溝(gou)槽等(deng)的(de)銑(xian)(xian)(xian)削(xue)加(jia)工(gong)(gong),使用(yong)(yong)靈活方便,具(ju)有(you)較高的(de)加(jia)工(gong)(gong)效率。 按(an)刀(dao)片(pian)的(de)(de)排(pai)列(lie)方式(shi)及數量主要分為(wei)(wei)(wei)如圖(tu)(tu) 1 所(s������uo)示的(de)(de)兩種形式(shi)。圖(tu)(tu) 1a 所(suo)示的(de)(de)的(de)(de)刀(dao)片(pian)間(jian)隔(ge)排(pai)列(lie),即兩排(pai)切(qie)削齒組成一個完整有(you)效(xiao)(xiao)的(de)(de)切(qie)削刃(ren)(ren); 圖(tu)(tu) 1b 所(suo)示的(de)(de)的(de)(de)刀(dao)片(pian)并列(lie)排(pai)布,即一排(pai)切(qie)削齒就是一個完整有(you)效(xiao)(xiao)的(de)(de)切(qie)削刃(ren)(ren)。在同等(deng)規格的(de)(de)情況(kuang)下,圖(tu)(tu) 1b 所(suo)示的(de)(de)銑刀(dao)有(you)效(xiao)(xiao)切(qie)削刃(ren)(ren)是圖(tu)(tu) 1a 所(suo)示的(de)(de)銑刀(dao)有(you)效(xiao)(xiao)切(qie)削刃(ren)(ren)的(de)(de)2 倍,切(qie)削效(xiao)(xiao)率也(ye)隨之增加。這兩種銑刀(dao)均為(wei)(wei)(wei)立裝(zhuang)結(jie)構,裝(zhuang)有(you)帶前角的�����(de)(de)精磨刀(dao)片(pian)。平裝(zhuang)結(jie)構的(de)(de)多采(cai)用圖(tu)(tu) 1b 所(suo)示的(de)(de)形式(shi),且刀(dao)片(pian)多為(wei)(wei)(wei)帶螺旋(xuan)刃(ren)(ren)形式(shi)的(de)(de)。 在(zai)使(shi)(shi)用過程中(zhong)工作強(qiang)度比較大的(de)(de)部(bu)位(wei)(wei)通(tong)常是銑(xian)(xian)(xian)刀(dao)(dao)的(de)(de)端(duan)(duan)部(bu),端(duan)(duan)齒(chi)(chi)(chi)容(rong)易發(fa)生破(po)損(sun),有(you)(you)(you)時會導致(zhi)刀(dao)(dao)片的(de)(de)定位(wei)(wei)槽被破(po)壞(huai),造成整個銑(xian)(xian)(xian)刀(dao)(dao)無(wu)法正常使(shi)(shi)用,因此,常將端(duan)(duan)齒(chi)(chi)(chi)部(bu)位(wei)(wei)設計(ji)成可換(huan)端(duan)(duan)頭(tou)(tou)形式,頭(tou)(tou)部(bu)損(sun)壞(huai)后(hou)直接更(geng)換(huan)即可,不影響(xiang)銑(xian)(xian)(xian)刀(dao)(dao)主體的(de)(de)正常使(shi)(shi)用,可以節(jie)約使(shi)(shi)用成本。如圖2 所(suo)(suo)示(shi)(shi)為(wei)兩(liang)種不同(tong)形式的(de)(de)可換(huan)端(duan)(duan)頭(tou)(tou),應(ying)用在(zai)如圖 1a 所(suo)(suo)示(shi)(shi)的(de)(de)銑(xian)(xian)(xian)刀(dao)(dao)上(shang),用一(yi)個鎖緊(jin)螺釘(ding),通(tong)過可換(huan)端(duan)(duan)頭(tou)(tou)中(zhong)間的(de)(de)定位(wei)(wei)孔從銑(xian)(xian)(xian)刀(d���������ao)(dao)的(de)(de)前端(duan)(duan)進(jin)行安裝(zhuang)定位(wei)(wei)。圖 2a 所(suo)(suo)示(shi)(shi)圓(yuan)(yuan)周(zhou)端(duan)(duan)齒(chi)(chi)(chi)的(de)(de)有(you)(you)(you)效(xiao)齒(chi)(chi)(chi)數(shu)與圓(yuan)(yuan)周(zhou)齒(chi)(chi)(chi)的(de)(de)有(you)(you)(you)效(xiao)齒(chi)(chi)(chi)數(shu)相同(tong); 圖 2b 所(suo)(suo)示(shi)(shi)圓(yuan)(yuan)周(zhou)端(duan)(duan)齒(chi)(chi)(chi)的(de)(de)有(you)(you)(you)效(xiao)齒(chi)(chi)(chi)數(shu)是圓(yuan)(yuan)周(zhou)齒(chi)(chi)(chi)有(you)(you)(you)效(xiao)齒(chi)(chi)(chi)數(shu)的(de)(de) 2 倍(bei),分別(bie)適用于不同(tong)的(de)(de)場合。 如圖(tu)(tu)(tu) 3 所(suo)示(shi)的(de)(de)(de)(de)(de)一種(zhong)的(de)(de)(de)(de)(de)刀(dao)齒(chi)(chi)(chi)排布形(xing)式(shi)與(yu)(yu)圖(tu)(tu)(tu) 1a 所(suo)示(shi)的(de)(de)(de)(de)(de)銑刀(dao)基(ji)本相同(tong),但(dan)它(ta)的(de)(de)(de)(de)(de)一個(ge)刀(dao)體可(ke)以更換(huan)(huan)四(si)種(zhong)不同(tong)形(xing)式(shi)的(de)(de)(de)(de)(de)可(ke)換(huan)(huan)端頭,成(cheng)為四(si)種(zhong)不同(tong)的(de)(de)(de)(de)(de)銑刀(dao)。可(ke)換(huan)(huan)端頭的(de)(de)(de)(de)(de)形(xing)式(shi)如圖(tu)(tu)(tu) 4a、4b、4c、4d 所(suo)示(shi)。可(ke)換(huan)(huan)端頭的(de)(de)(de)(de)(de)安裝是利用(yong)一個(ge)拉(la)緊螺釘,從銑刀(dao)的(de)(de)(de)(de)(de)后端通孔將(jiang)可(ke)換(huan)(huan)端頭拉(la)緊定位。圖(tu)(tu)(tu) 4a 所(suo)示(shi)圓(yuan)周(����zhou)端齒(chi)(chi)(chi)的(de)(de)(de)(de)(de)有(you)(you)效齒(chi)(chi)(chi)數與(yu)(yu)圓(yuan)周(zhou)齒(chi)(chi)(chi)的(de)(de)(de)(de)(de)有(y������ou)(you)效齒(chi)(chi)(chi)數相同(tong); 圖(tu)(tu)(tu) 4b 所(suo)示(shi)圓(yuan)周(zhou)端齒(chi)(chi)(chi)的(de)(de)(de)(de)(de)有(you)(you)效齒(chi)(chi)(chi)數是圓(yuan)周(zhou)齒(chi)(chi)(chi)有(you)(you)效齒(chi)(chi)(chi)數的(de)(de)(de)(de)(de) 2 倍; 圖(tu)(tu)(tu) 4c 在(zai)圖(tu)(tu)(tu) 4a 的(de)(de)(de)(de)(de)基(ji)礎上(shang)增(zeng)加了頂齒(chi)(chi)(chi),且其中一齒(chi)(chi)(chi)刀(dao)尖過(guo)中心; 圖(tu)(tu)(tu) 4d所(suo)示(shi)刀(dao)齒(chi)(chi)(chi)為圓(yuan)弧(hu)刃,形(xing)成(cheng)球頭形(xing)式(shi)。這(zhe)四(si)種(zhong)可(ke)換(huan)(huan)端頭分別根據不同(tong)的(de)(de)(de)(de)(de)場合(he)進行(xing)選用(yong)。
2. 的合理選用 圖1a 所示銑刀(dao)的(de)圓(yuan)周端齒刀(dao)片均為(wei)兩個切(qie)(qie)削刃(ren)(ren),可(ke)轉(zhuan)位兩次(ci),側齒刀(dao)片為(wei)四個切(qie)(qie)削刃(ren)(ren),可(ke)轉(zhu�������an)位四次(ci);圖 1b 所示銑刀(dao)的(de)圓(yuan)周端齒刀(dao)片為(wei)一個切(qie)(qie)削刃(ren)(ren),不(bu)可(ke)轉(zhuan)位,側齒刀(dao)片為(wei)兩個切(qie)(qie)削刃(ren)(ren),可(ke)轉(zhuan)位兩次(ci),相對來講,前者的(de)經濟性(xing)更好一些。但一般后者較前者有效切(qie)(qie)削刃(ren)(ren)增加(jia) 1 倍(bei)多,因此進給量可(ke)增加(jia) 2 ~ 2. 5倍(bei),在機床功率(lv)滿足(zu)的(de)條件下,具有更高的(de)切(qie)(qie)削效率(lv)。 圖 2 中可換端頭安裝在銑刀(dao)(��������dao)刀(dao)(dao)體上形成的銑刀(dao)(d����ao) 適(shi)(shi)用于(yu)不(bu)同場所(suo)。圖 2a 所(suo)示的(de)可換(huan)(huan)端(duan)(duan)(duan)頭適(shi)(shi)用于(yu)銑削(xue)立面及(ji)前(qian)端(duan)(duan)(duan)面銑削(xue)量(liang)不(bu)大的(de)臺(tai)階面; 圖 2�����b 所(suo)示的(de)可換(huan)(huan)端(duan)(duan)(duan)頭端(duan)(duan)(duan)面有效切削(xue)齒較前(qian)者增加 1 倍,適(shi)(sh�������i)用于(yu)銑削(xue)前(qian)端(duan)(duan)(duan)銑削(xue)量(liang)較大的(de)臺(tai)階面。這兩種(zhong)結構的(de)可換(huan)(huan)端(duan)(duan)(duan)頭安(an)裝(zhuang)時是從銑刀前(qian)端(duan)(duan)(duan)安(an)裝(zhuang),所(suo)以(yi)當可換(huan)(huan)端(duan)(duan)(duan)頭損(sun)壞(huai)時,更換(huan)(huan)可換(huan)(huan)端(duan)(duan)(duan)頭不(bu)需(xu)將銑刀從機床(chuang)上卸(xie)下(xia)即可完成,更換(huan)(huan)快速、方(fang)便。 圖 4 所(suo)示用(yong)(yong)于(yu)圖 3 中的(de)(de)可換(huan)端(duan)(duan)頭(tou)中的(de)(de)a、b 分別與圖 2 對應的(�������de)(de)可換(huan)端(duan)(duan)頭(tou)所(suo)適(shi)用(yong)(yong)的(de)(de)場合相同(tong);c 可換(huan)端(duan)(duan)頭(tou)安裝在刀(dao)(dao)體上(shang)(shang)形成(cheng)孔槽(cao)立銑(xian)刀(dao)(dao),可以(yi)同(tong)時進(jin)行(xing)(xing)徑向(xiang)進(jin)給和(he)軸向(xiang)進(jin)給,適(shi)合于(yu)進(jin)行(xing)(xing)封閉鍵槽(cao)等型腔的(de)(de)銑(xian)削(xue); d 可換(huan)端(duan)(duan)頭(tou)安裝在刀(dao)(dao)體上(shang)(shang)形成(cheng)球頭(tou)立銑(xian)刀(dao)(dao),適(shi)用(yong)(yong)于(yu)在數(shu)控機(ji)床(chuang)及仿形銑(xian)床(chuang)上(shang)(s�������hang)進(jin)行(xing)(xing)凹腔、內外輪廓及圓(yuan)弧形溝(gou)槽(cao)的(de)(de)銑(xian)削(xue)。由此可見,該銑(xian)刀(dao)(dao)通用(yong)(yong)性更(geng)好(hao),使用(yong)(yong)更(geng)加(jia)靈(ling)活,刀(dao)(dao)具成(cheng)本(ben)也隨之(zhi)降低。但(dan)這種銑(xian)刀(dao)(dao)的(de)(de)可換(huan)端(duan)(duan)頭(tou)的(de)(de)安裝需從刀(dao)(dao)體后部進(jin)行(xing)(xing),所(suo)以(yi)更(geng)換(huan)可換(huan)端(duan)(duan)頭(tou)時需將銑(xian)刀(dao)(dao)從機(ji)床(chuang)上(shang)(shang)卸下安裝。 上述幾種銑刀(dao)均可以(yi)通過更換不(bu)同材質的(de)刀(dao)片(pian)(pian)實現(xian)鋼、鑄(zhu)鋼、鑄(zhu)鐵等材料的(de)加(jia)工。在刀(dao)片(pian)(pian)不(bu)涂層的(de)情況(kuang)下,加(jia)工一(yi)般鋼類(lei)工件時銑削線速(su)度(du)(du)一(yi)般采用(yong)������� 100 ~ 150m/min,每(mei)齒進給(gei)量(liang) 0. 1 ~ 0. 3mm/z; 加(jia)工一(yi)般鑄(zhu)鐵類(lei)工件時銑削線速(su)度(du)(du)一(yi)般采用(yong)������� 60 ~100m/min,每(mei)齒進給(gei)刀(dao)量(liang) 0. 1 ~ 0. 3mm/z,涂層刀(dao)片(pian)(pian)切(qie)削參數可進一(yi)步提(ti)(ti)高,具體視加(jia)工工況(kuang)而定。比如,當銑削深度(du)(du)大于銑刀(dao)直徑或系(xi)統剛性較(jiao)差(cha)的(de)情況(kuang),可適當提(ti)(ti)高銑削速(su)度(du)(du)、降低走刀(dao)量(liang)。 3. 結語 隨著制(zhi)造工(gong)藝水平(ping)的(de)提高(gao)及刀(dao)具(ju)(ju)材料的(de)不(bu)斷改(gai)進(jin),國(guo)產刀(dao)具(ju)(ju)性能在逐漸(jian)提高(gao),相對進(jin)口刀(dao)具(ju)(ju)價位也低,更多(duo)的(de)機械加(jia)工(gong)企業選擇了(le)國(guo)產刀(dao)具(ju)(ju)。筆者(zhe)介紹的(de)這幾種(zhong)國(guo)產有(you)(you)多(duo)種(zhong)規(gui)格(ge),按(an)直徑劃分(fen),一(yi)般為 50mm、63mm、80mm、100mm 等(deng),有(you)(you)效(xiao)切削(xue)刃(ren)長度一(yi)般為 50 ~ 200mm,而且同種(zhong)直徑規(gui)格(ge)的(de)銑刀(dao)有(you)(you)效(xiao)齒(chi)(chi)(chi)數(shu)一(yi)般有(you)(you)疏齒(chi)(chi)(c�����hi)、中(zhong)齒(chi)(chi)(chi)之分(fen),有(you)(you)的(de)規(gui)格(ge)還(huan)有(you)(you)密齒(chi)(chi)(chi),不(bu)同的(de)齒(chi)(chi)(chi)數(shu)用(yong)于不������(bu)同的(de)加(jia)工(gong)場所,特殊(shu)規(gui)格(ge)的(de)銑刀(dao)還(huan)可非標定(ding)制(zhi),可以滿足國(guo)內大多(duo)數(shu)機械加(jia)工(gong)場合的(de)需求,具(ju)(ju)體選擇應(ying)用(yong)時(shi)可根據所用(yong)機床、被加(jia)工(gong)件的(de)材質等(deng)實際情況選定(ding)。 |